0 Annex 1 - are you in Control?
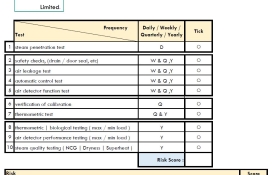
Annex 1 lists the essential expectations. However, to mitigate risk into the green zone, a more robust and integrated sterilization process control strategy is recommended, based upon sound and long established best practices. Inspecting or auditing a porous load autoclave? How robust is the autoclave control strategy? Complete my check list and determine the risk score? If the score is in the red or low orange the sterilization process may be at risk. Sterilization is a core pillar in the contamination control strategy; A quick assessment using the 10-point checklist below is recommended, which helps determine how robust the routine monitoring and control of the autoclave is. Periodic steam penetration tests, air leakage testing, annual requalification of load patterns and steam supply testing is not enough. More is required to provide assurance that the process continues to perform as validated and within defined permitted limits. Data is key in being able to trend autoclave performance. The recommended periodic tests have been there for many years in the UK and in the standards, and we should not be selective in what we do or do not do. As I have mentioned in recent technical notes on Annex 1 changes, the required tests are mutually dependent to provide a clear picture to the user of the ongoing performance of the autoclave. If you are selective in the testing performed, the full and complete picture is not apparent and therefore the early detection of a risk/problem as a consequence is reduced. Zimmermann recently said at the ISPE Aseptic Conference: - “Know what you do and why, and what the consequences might be if you would not do it”. ISPE Aseptic Conference. Choosing to not follow long established best practice has consequences when it comes to understanding process failure, determination of root cause and effective CAPA. Understanding the gaps in your control strategy and risks for contamination to enter your process is key. Identify what you are doing; you may have a sterilisation process that works but you must understand how it works and where the boundaries are and of the critical control points that maintain a safe and effective sterilization service. You need the collective data generated from the full and complete set of periodic testing in order to demonstrate performance and control, not just annually but daily and weekly. Sterilization process control, key points to consider: - 1.Integrity of data. The nature and frequency of periodic tests, sufficient to give an overall view of the sterilization process performance. Not performing tests in isolation by differing stakeholders, but as part of an integrated testing strategy, performed and reported by a competent, skilled and knowledgeable test person. 2. Data Recording. Simple standardized forms, designed to capture the most relevant sterilization process data are recommended, allowing the test person to collate and present the data in a transparent and meaningful format that demonstrates continued performance and compliance. 3. Data evaluation. Who is evaluating the data? Are they trained and qualified to perform the tests, to review the data and is the person checking the data an appropriately skilled and qualified person? Quality oversight and approval by a sterilisation SME who has demonstrable knowledge, experience and training is highly recommended. Collectively the individuals in the chain of responsibility should be able to identify and pre-empt potential issues before they manifest and be able to confidently dismiss risk to product quality or patient safety. This can only be assured where the correct testing and their frequencies are being performed. 4. Trend analysis. Data from a single test is often not significant, (a satisfactory annual Requalification test is not confirmation that the autoclave has performed within acceptable limits for the previous 12months). Furthermore, sterilization processes will have a degree of variability, (whilst operating within defined and validated permitted tolerances). Therefore, graphic presentation of results collected over time should be considered, to distinguish cycle variation from trends or in indicating a significant change in process has occurred, even though the data may fall within specified permitted tolerances. Thank you for reading and please check out my recent technical notes on the subject of Annex 1 changes here: - Technical Note 01 - Annex 1 - Sterilization - 8.36, 8.52, 8.57, 8.58 & 8.59 Technical Note 02 - Annex 1 - Load Patterns - 8.38, 8.39, 8.40 & 8.61 Technical Note 03 - Annex 1 - Automatic Control Test - 8.35 & 8.41 Technical Note 04 - Annex 1 - Air Detecting Systems - 8.61 If you are about to conduct a self inspection or wish to discuss further your test strategy and how to report your data, then contact me directly at the following email address: - KJP@pavus.co.uk Thanks,
An analysis of Annex 1 - Section 8.61. Annex 1 requires the user to perform an air removal test. Usually this would be the daily steam penetration test, such as the disposable daily Bowie & Dick test pack. Now for the first time the user is asked to consider, as an alternative the use of an air detecting system. On this, I will be clear in my position that it should not be an either/or decision. I would expect the user to perform both the steam penetration test and consider the use of an air detecting system. The air detecting system alone may not be sufficiently sensitive to detect potentially significant levels of air or non-condensable gases if these are trapped within the load, so a more direct test of air removal from the load is therefore recommended. This is why it remains a requirement within BS EN 285:2015 to perform a steam penetration test. Let us now look at the wording of the section: - 8.61 There should be adequate assurance of air removal prior to and during sterilisation when the sterilisation process includes air purging (e.g. porous autoclave loads, lyophilizer chambers). For autoclaves, this should include an air removal test cycle (normally performed on a daily basis) or the use of an air detector system. Loads to be sterilised should be designed to support effective air removal and be free draining to prevent the build-up of condensate. I have found over the years inherent confusion as to how to set up an air detector. Indeed many shy away from installing one, especially on the continent. However, a correctly installed and validated air detector provides increased assurance in the integrity of each sterilisation cycle ran through a steriliser and is therefore a powerful tool within the steriliser control strategy and is strongly recommended by the author. It is one of several tests available in the test persons toolkit and cannot be relied upon in isolation to provide assurance of a satisfactory cycle. In the UK it has been a requirement since 1969, as per British Standard BS 3970-1:1966 (amended 1969) to have an air detecting system [ADS] installed. No test methodology was provided in this early standard as to how to test the ADS, other than to request guidance from the manufacturer. However, in 1990 the standard was revised (BS 3970-3:1990) and for the first time a test methodology and acceptance criteria were provided. Before the ADS could be tested certain pre-requisite tests had to be completed. Namely, an air leakage test, to confirm the chamber integrity was <1mmHg/min[i] (equating to the current <1.3mbar/min) and thermometric performance testing on a small load and full load, (comprising of a standard test pack, prescribed by Bowie & Dick in their recommended steam penetration test). The acceptance criteria for the performance testing did not include equilibration time, (this did not come about until the publication of BS EN285:1997). The accepted measure of steam penetration was a depression between the test pack and the active chamber discharge of not more than 20C, (The original Bowie and Dick Autoclave Tape Test agreed with thermocouple readings to within 2’C [ii]).[1] The test method for the air detector testing was to determine the level or air leakage (induced by the test person via a metering device into the chamber) that would correspond to the failure point of 20C. If the level of induced air leakage reached 10mbar/min and the depression between the active chamber discharge and the test pack remained <20C then the corresponding air detector reading would be noted at that point and no further testing would be required. The air detector performance test criteria as we understand it today, (a depression of <20C) is therefore a legacy of the testing in BS 3970-3:1990 and the test method remains largely the same, now with an end point of 9-11mbar/min, should the depression remain within <20C. However, some may be aware of the Health Technical Memorandum [HTM] 2010, (replacing HTM10 in 1997) which I have talked about in previous Technical Notes. The test method instructed the test person to induce an air leak of 9.5 ±1 mbar/min and confirm the temperature depression measured between the active chamber discharge and the pack. If it was found to be >20C then the induced air leak is reduced until the pass fail threshold of <20C is seen. If the induced air leak was found to fall to the region of 3-4mbar/min and depression between the active chamber discharge and the test pack was found to remain >20C then the user was instructed to take advice from the manufacturer. So, in other words the reverse of what BS 3970 said and BS EN285:2015 currently states. The reason I feel is obvious, firstly - brevity of testing and secondly - robustness of the air removal cycle design and steam penetration. In the first matter, the test person does not need to run multiple cycles to determine the fail point. If the test can pass with a 9-10mbar/min air leak then the requirements of the air detector performance test are immediately met. In the second matter, knowledge that the cycle can tolerate such a high air leakage gives confidence in the robustness of the cycle design. Especially when performed on the recognised standard towel pack, which is known to present a significant challenge to any steriliser above and beyond most production loading patterns[iii]. The air detector function test can then be completed which verifies that the required setting of the air detector remains valid and a fault is indicated as expected. In Summary The contemporary requirement of the air detector performance test to achieve a ∆T of <20C has its origins in the grandfather standard BS 3970-3:1990, where the measurement of steam penetration, not as equilibration time of 15/30seconds, but as a temperature depression between the active chamber discharge (Drain) and the load on <20C. Compliance with the small-load, full-load and air detector tests ensures that the penetration of steam is effectively instantaneous and when accompanied with the air leakage and automatic control test/steam penetration test provide a powerful toolkit of tests that demonstrate the robustness and reliability of the steriliser. Whilst the existing standard maintains the instruction to control the rate of air leakage so that, at the start of the plateau period, the lowest temperature measured within the test load is not more than 20C, (BS EN 285:2015 clause 19.2.2.9) and that it may be necessary to conduct a number of tests in order to establish the air leakage required, I would strongly recommend the test person to proceed firstly with an air leakage 9-11mbar/min as per clause 19.2.2.11 of the standard, for obvious reasons. The thermometric and air detector tests for the small and full loads prescribed in BS EN 285:2015 are performed on standard towel packs, (a recognised industry standard challenge to a sterilizer and its performance). It should be noted however that it is common to repeat these tests on actual production load patterns, once known, in order to ensure the sensitivity of the air detector system is valid. Indeed, some regulatory bodies expect to see evidence of this testing. [1] Interestingly, as a side note, it was also a requirement for the heating phase to be not more than 3 minutes and for the overall cycle time to be not more than 47 minutes for a 1210C cycle and 35 minutes for a 1340C cycle, (an extra 20 minutes was allowed for extended drying). References [i] Darmady, Drewett & Hughes Survey on pre-vacuum high-pressure steam sterilizers J. clin. Path (1964), 17, 126 [ii] Bowie, Kelsey & Thompson The Bowie & Dick Autoclave Tape Test The Lancet (1963), 586, March 16 [iii] Newson Relevance of the Bowie and Dick Test Today – Presentation by Brownes (Steris) 2006